Thin Turret (short guide) Punch Press Tools

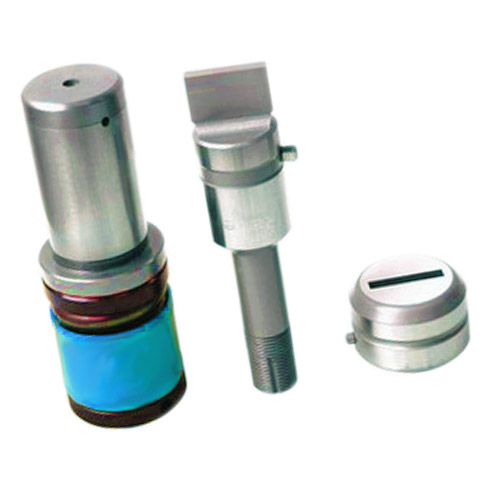











D station closed louver tool thin turret
- Part Name: D station closed louver tool thin turret
- Material: punch body:SKH-51 punch die:DC53
- Surface finish -Ra: 0.0001
- Tolerance: 0.01
- Applications: sheet me<x>tal industries
TR010304-thin turret forming die
Cluster Tool
1. Changable punch inserts, low cost.
2. Must avoid one hole repeat punching.
3. Too small pace will damage the die while processing. The suggested pace should be larger than aperture.
4. To confirm the die strength, the distance between hole should not be smaller than 3.2mm, or larger than 2 times plate thickness.
5. Cluster tool has integral and inserts structures, we can design mold structure according customer’s requirements.
6. Generally, customer only need to buy punch assembly, die and stripper plate (PDS).
Extrusion Tool
1. Extrusion forming part belongs to thinning and stetching area.
2. The flanging edge has a little tilt.
3. Need to pre-punch hole before flanging.
4. When customer has special requirements we can design compound punch extrusion tool.
Knockout Tool
1.Can not process plate thickness that thicker than specified in the order.
2.Forming height may be more than one plate thickness, if need to avoid position please order the maching flatening die.
3.Please indicate the forming direction in order.
4.Multiple knockout hole is available.



